加工機械の共振点について
以前より年に何回かご相談がございましたが、最近、特に増えてまいりました。共振(点)について説明させて頂きたく存じます。
加工時の共振には、切削抵抗によって発生するビビリ等も御座いますが、加工機械自体が持っている共振点(あるいは共鳴)を無視することは出来ません。下記に特にわかりやすく解説されているものづくりWEB様の記述を転記させて頂きます。

固有振動数と共振
外部から力を加えなくても振動を起こす現象があります。この振動のことを「固有振動」といいます。
例えば、音叉(おんさ)をたたくと、音の高さが一定となる固有振動で振動します。
また、同じタイプの音叉(おんさ)を2つ準備して、1つの音叉をたたいて音を鳴らし、もう1つの音叉を近づけると振動をはじめます。このように物体が持つ固有振動数と同じ振動を外部から受けると大きく振動する現象を 「共振」 (音の場合:共鳴)
といいます。

固有振動数の単位はHzであり、これは 1秒間に物体が振動する回数 を表しています。(※ 例えば、50Hzの場合、1秒間に50回振動する)
「固有振動数」 と 「共振」 を理解するのに最も分かりやすい例として、誰もが一度は乗ったことがある 「ブランコ」 があります。ブランコは一定の間隔で力を加えると、振れる量が大きくなります。これはブランコが持つ固有振動数で共振するからです。
そして、固有振動数 Fn は以下の数式で表されます。
固有振動数 Fn [Hz]
ばね定数 k [N/m]
質量 m [kg]
固有振動数を求めることは機械設計を行う上で非常に重要です。 例えば、洗濯機がガタガタと大きな音をたてて揺れることがあります。これは共振によるものです。共振は機械の性能を損ない破損の原因につながります。従って機械は運転範囲において共振が発生しないように設計されます。
一般的には固有振動数を高くするのが良いです。固有振動数を高くするためには、先ほどの(1)の式より
• 質量mを小さくする
• ばね定数kを大きくする → 変形しづらくする。(剛性を高める)
などの方法があります。
危険速度
「危険速度」は「危険回転数」とも言われます。一般に軸の重心が軸の中心線上にくるように、軸を工作することは難しく、若干の偏芯があります。
このような軸が高速回転すると、偏芯により遠心力が発生し、たわみが生じます。速度がある点に達すると、遠心力が軸の剛性抵抗力に打ち勝って、それによって生じるたわみは偏芯を強め、ついには軸の破壊に至ります。
この軸が破壊するに至る速度を 「危険速度」 と言います。
いま質量Mなる回転円板を有する弾性軸において、円板の偏芯をe、軸のたわみをy、角速度をωとすると、円板に働く遠心力Fは、下記公式で表されます。
となるから、危険角速度ωcは、

gを重力加速度とすると、円板の自重Wは W=gM、Wによるたわみをy0とすると、
W=k y0

ωcを固有振動数の公式を使って危険回転数Ncになおすと、

たわみy0は梁のたわみとして求められますが、軸の荷重点・支持条件によって異なってきます。

加工機械には、固有の振動周波数が有り、例えば、最大回転数が40,000rpmの加工機械の場合、一回目の共振点が12,000rpmで発生しますとn倍でも現れます。(24,000・36,000rpmですね)これらの領域で加工を行いますと、切削面が荒れたり、最悪の場合、刃物がチッピングを起こして切削抵抗が上がることで更にビビリ振動を発生させます。
この共振点は例えば前記の最大回転数が40,000rpmの加工機械の場合、主軸に原器を取り付け、最小回転数から100rpmずつ上げていき、原器のフレを測定することで検出が可能になります。
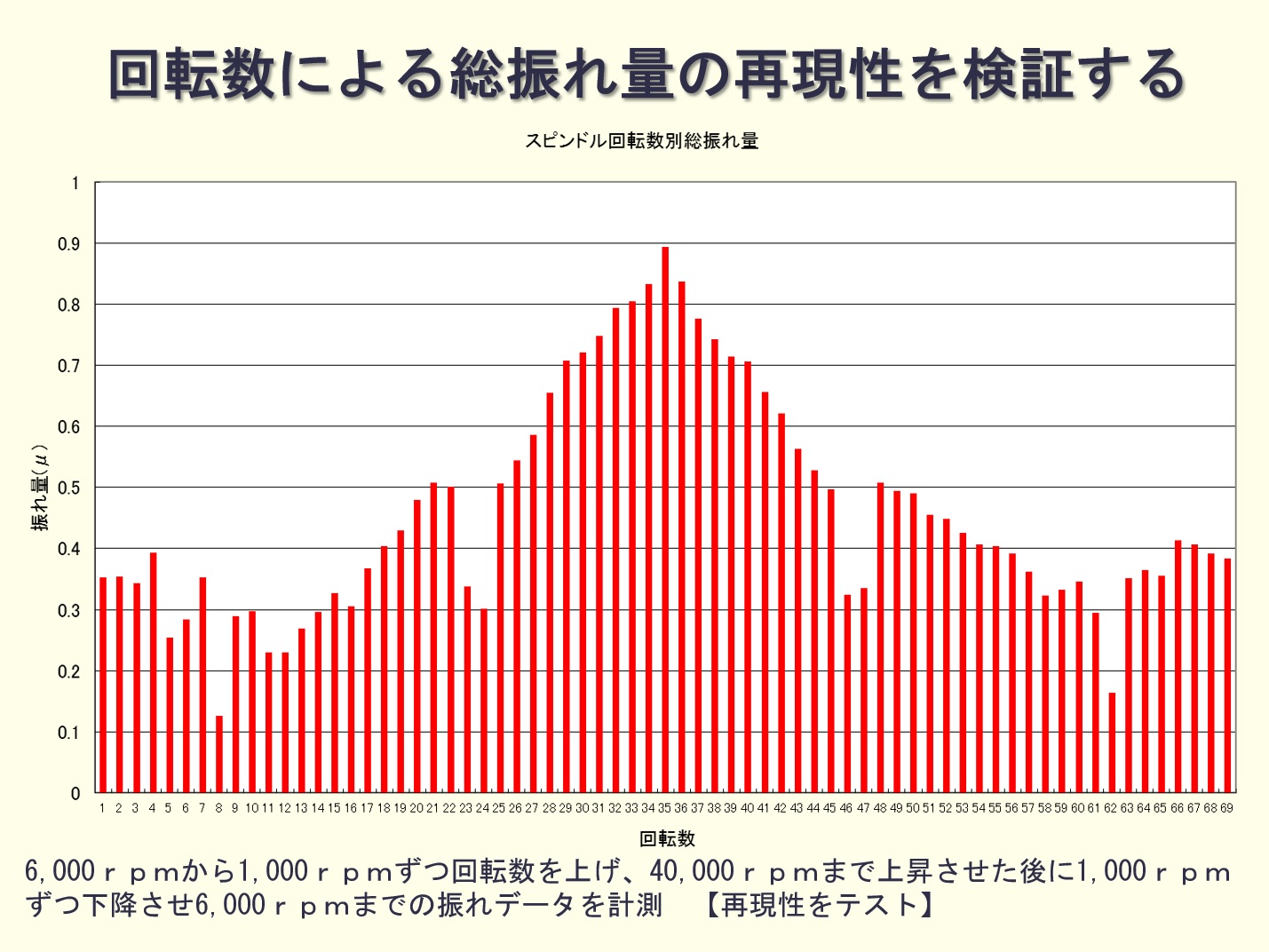
上記のグラフは回転数による総振れ量の測定で1,000rpmごとのデータですので共振点は確認できませんが、これを100rpmごとにジェイコアで測定を行います。逆に共振点から100rpmずらすと共振は避けられることになります。これによって原因不明の切削面の荒れや工具の破損を未然に防ぐことが可能となります。
弊社ではお客様の加工機械を測定させて頂くフィールドサービスも行っております。
参考文献
切削加工におけるびびり振動(前編)名古屋大学 大学院工学研究科 機械理工学専攻 鈴木教和先生
切削加工におけるびびり振動(後編)名古屋大学 大学院工学研究科 機械理工学専攻 鈴木教和先生







