寒さのピーク
冬本番ですね。
毎年この時期が一番冷え込みます。 気象庁のデータ
加工企業様(特に金型や精密製品を扱っていらっしゃる企業様)には年間で一番厳しい時期だと思います。更に月曜日の朝は加工機械だけでなく工場自体も冷え込みますので始業時に機械と工場が暖気され、機械の膨張で精度が狂わされることも頭痛の元ですね。
折角(?)の機会ですので、おさらいしましょう。
加工機械に使用されるフレームは一般的に鋳鉄です。この素材の線膨張係数は11.55です。なんだか難しくなってきたと思わないでくださいね。簡単に言いますと、温度が1℃上昇しますと鋳鉄1mあたり11.55μm伸びるということになります。「なぁんだ、そんなもんか。」と簡単に考えることなかれです。
関東でも最近の最低気温は1℃を割ることが有ります。従って工場内の気温や加工機械もその程度の温度に下がることも有ります。一方で一般的な加工現場は22℃が平均的ですので20℃近く上昇することになります。
これを先程の係数に当てはめますと
11.55×20=231μm(0.2mm強)
になります。
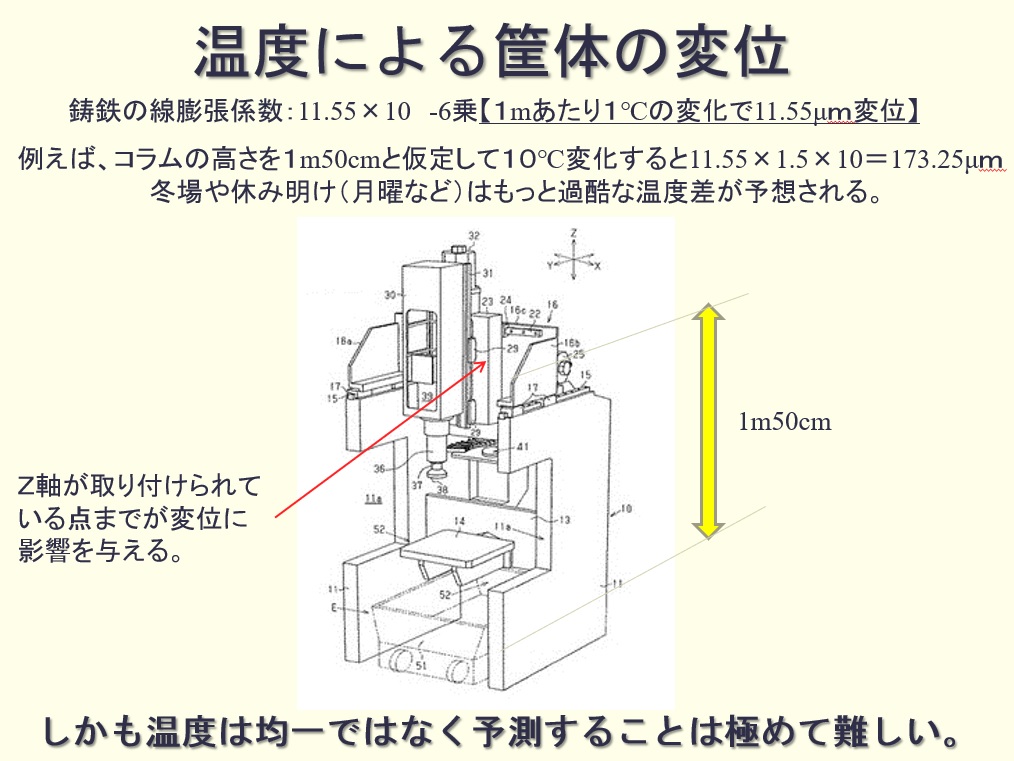
これは1mでの変位ですので、例えばテーブルの大きさが600mm未満の一般的なマシニングセンターですと、マスト(コラム)の高さは1.5m前後ですので、×1.5で346.5μm(約0.35mm)変動することになります。割と無視できない誤差になりますね。この膨張は始業してからお昼前後までじわじわ変化することが多く、その誤差を避けるために月曜の午前中は精密物を製作しない、月曜の午前中は暖機運転のみ、あるいは土日も空調を入れっぱなしで機械も常に空運転させるなど対策は様々取られております。
ここからは少々PRになってしまいますので、ご興味がなければお読み飛ばしください。
ダイナミックツールモニター【ジェイコア】は、膨張している最中であってもその時の工具先端と材料の相関座標を測定することが可能ですので、例えば15~30分に一回程度、測定して工具長を補正することも、また、逆に土日も自動測定で無人加工を行うことも可能です。一回の測定時間は通信まで含めて5秒程度ですのでタクトにも殆ど影響はなく、時間の掛かる工程を意識的に土日に持ってこられる企業様も御座います。
お問い合わせやご希望などございましたらお気軽にご連絡賜れますと幸甚です。







